தலைக்கல்
பின்னணி
நினைவுக் கற்கள், கல்லறை குறிப்பான்கள், கல்லறைக் கற்கள் மற்றும் கல்லறைக் கற்கள் போன்ற பல்வேறு பெயர்களால் தலைக்கற்கள் அறியப்படுகின்றன.இவை அனைத்தும் தலைக்கற்களின் செயல்பாட்டிற்கு பொருந்தும்;இறந்தவரின் நினைவு மற்றும் நினைவு.ஹெட்ஸ்டோன்கள் முதலில் வயல் கற்கள் அல்லது மரத் துண்டுகளால் செய்யப்பட்டன.சில இடங்களில், கற்கள் ("ஓநாய் கற்கள்" என குறிப்பிடப்படுகின்றன) உடலின் மீது துப்புரவு செய்யும் விலங்குகளை ஆழமற்ற கல்லறையை வெளிக்கொணராமல் தடுக்க வைக்கப்பட்டன.
வரலாறு
20,000-75,000 ஆண்டுகளுக்கு முந்தைய நியண்டர்டால் கல்லறைகளை தொல்பொருள் ஆராய்ச்சியாளர்கள் கண்டுபிடித்துள்ளனர்.பெரிய பாறை குவியல்கள் அல்லது திறப்புகளை மூடிய பாறைகள் கொண்ட குகைகளில் உடல்கள் கண்டுபிடிக்கப்பட்டுள்ளன.இந்த புதைகுழிகள் தற்செயலானவை என்று கருதப்படுகிறது.காயமடைந்தவர்கள் அல்லது இறக்கும் நிலையில் உள்ளவர்கள் மீண்டு வருவதற்குப் பின்னால் விடப்பட்டிருக்கலாம், மேலும் காட்டு விலங்குகளிடமிருந்து பாதுகாப்பிற்காக பாறைகள் அல்லது கற்பாறைகள் குகையின் முன் தள்ளப்பட்டன.ஈராக்கில் உள்ள ஷரிந்தர் குகை ஒரு நபரின் எச்சங்கள் (கி.மு. 50,000 கி.மு. ) உடல் முழுவதும் பூக்கள் சிதறிக்கிடந்தது.
காலம் செல்லச் செல்ல பல்வேறு அடக்க முறைகளும் உருவாகி வருகின்றன.கிமு 30,000 இல் இறந்தவர்களைக் கட்டுப்படுத்த சவப்பெட்டிகளை முதன்முதலில் பயன்படுத்தியவர்கள் சீனர்கள் ஆவார்கள்.பார்வோன்கள் ஒரு சர்கோபகஸில் வைக்கப்பட்டு, அவர்களின் வேலையாட்கள் மற்றும் நம்பகமான ஆலோசகர்களைக் குறிக்கும் சிலைகள் மற்றும் தங்கம் மற்றும் ஆடம்பரங்களுடன் அவர்கள் உலகிற்கு அப்பாற்பட்ட ஏற்றுக்கொள்ளலை உறுதிசெய்யும் வகையில் அடக்கம் செய்யப்படுவார்கள்.சில மன்னர்கள் தங்கள் உண்மையான வேலையாட்களும் ஆலோசகர்களும் மரணத்தின் போது அவர்களுடன் வர வேண்டும் என்று கோரினர், மேலும் ஊழியர்களும் ஆலோசகர்களும் கொல்லப்பட்டு கல்லறையில் வைக்கப்பட்டனர்.மம்மிஃபிகேஷன் செய்யப்பட்ட அதே நேரத்தில் தொடங்கப்பட்ட தகனம், இறந்தவர்களை அப்புறப்படுத்தும் ஒரு பிரபலமான முறையாகும்.இன்று இது அமெரிக்காவில் 26% மற்றும் கனடாவில் 45% அகற்றும் முறைகளைக் கொண்டுள்ளது.
மதங்கள் வளர வளர, தகனம் செய்வது இழிவாக பார்க்கப்பட்டது.பல மதங்கள் தகனம் செய்வதை தடை செய்தன, இது பேகன் சடங்குகளை நினைவூட்டுவதாகக் கூறின.அடக்கம் செய்வது விருப்பமான முறையாகும், சில சமயங்களில் இறந்தவர்கள் வீட்டிலேயே பல நாட்கள் வைக்கப்பட்டனர், அதனால் மக்கள் அஞ்சலி செலுத்த முடியும்.1348 ஆம் ஆண்டில், பிளேக் ஐரோப்பாவைத் தாக்கியது மற்றும் இறந்தவர்களை விரைவில் மற்றும் நகரங்களிலிருந்து புதைக்க மக்களை கட்டாயப்படுத்தியது.இந்த மரணம் மற்றும் அடக்கம் சடங்குகள் கல்லறைகள் நிரம்பி வழியும் வரை தொடர்ந்தன, மேலும் ஏராளமான ஆழமற்ற கல்லறைகள் காரணமாக, நோய் பரவுவது தொடர்கிறது.1665 ஆம் ஆண்டில், ஆங்கில பாராளுமன்றம் சிறிய இறுதிச் சடங்குகளை மட்டுமே நடத்துவதற்கு ஆதரவாக தீர்ப்பளித்தது மற்றும் கல்லறைகளின் சட்டப்பூர்வ ஆழம் 6 அடி (1.8 மீ) ஆக இருந்தது.இது நோய் பரவுவதைக் குறைத்தது, ஆனால் பல கல்லறைகள் தொடர்ந்து அதிக மக்கள்தொகையுடன் இருந்தன.
இன்று காணப்படுவதைப் போன்ற முதல் கல்லறை, 1804 இல் பாரிஸில் நிறுவப்பட்டது மற்றும் "தோட்டம்" கல்லறை என்று அழைக்கப்படுகிறது.ஆஸ்கார் வைல்ட், ஃபிரடெரிக் சோபின் மற்றும் ஜிம் மோரிசன் போன்ற பல பிரபலமான பெயர்களுக்கு பீரே-லாச்சாய்ஸ் வீடு.இந்தத் தோட்டக் கல்லறைகளில்தான் தலைக்கல்லையும் நினைவுச் சின்னங்களும் விரிவான படைப்புகளாக அமைந்தன.ஒருவரின் சமூக அந்தஸ்து நினைவுச்சின்னத்தின் அளவையும் கலைத்திறனையும் தீர்மானித்தது.ஆரம்பகால நினைவுச்சின்னங்கள் எலும்புக்கூடுகள் மற்றும் பேய்களுடன் பயங்கரமான காட்சிகளை சித்தரித்து, உயிருக்குப் பிந்தைய வாழ்க்கையைப் பற்றிய பயத்தை ஏற்படுத்துகின்றன.பத்தொன்பதாம் நூற்றாண்டின் பிற்பகுதியில், செருப்கள் மற்றும் தேவதைகள் இறந்தவரை மேல்நோக்கி அழைத்துச் செல்வது போன்ற அமைதியான காட்சிகளுக்கு ஆதரவாக தலைக்கற்கள் உருவாகின.அமெரிக்கா தனது சொந்த கிராமப்புற கல்லறையான தி மவுண்ட் ஆபர்ன் கல்லறையை கேம்பிரிட்ஜ், மாசசூசெட்ஸில் 1831 இல் நிறுவியது.
மூல பொருட்கள்
ஆரம்பகால தலைக்கற்கள் ஸ்லேட்டால் செய்யப்பட்டன, இது ஆரம்பகால நியூ இங்கிலாந்தில் உள்நாட்டில் கிடைத்தது.பிரபலமான அடுத்த பொருள் பளிங்கு, ஆனால் காலப்போக்கில் பளிங்கு அரிக்கப்படும் மற்றும் இறந்தவர்களின் பெயர்கள் மற்றும் விவரங்கள் விவரிக்க முடியாதவை.1850 வாக்கில், கிரானைட் அதன் மீள்தன்மை மற்றும் அணுகல் காரணமாக விரும்பப்படும் தலைக்கற் பொருளாக மாறியது.நவீன நினைவுச்சின்னங்களில் கிரானைட் முக்கிய மூலப்பொருளாகப் பயன்படுத்தப்படுகிறது.
கிரானைட் என்பது முதன்மையாக குவார்ட்ஸ், ஃபெல்ட்ஸ்பார் மற்றும் பிளேஜியோகிளேஸ் ஃபெல்ட்ஸ்பார் மற்றும் பிற சிறிய கனிமங்கள் கலந்த ஒரு பற்றவைப்பு பாறை ஆகும். கிரானைட் வெள்ளை, இளஞ்சிவப்பு, வெளிர் சாம்பல் அல்லது அடர் சாம்பல் நிறமாக இருக்கலாம்.இந்த பாறை மாக்மா (உருகிய பொருள்) இருந்து தயாரிக்கப்படுகிறது, அது மெதுவாக குளிர்ச்சியடைகிறது.குளிரூட்டப்பட்ட மாக்மா பூமியின் மேலோட்டத்தில் ஏற்படும் மாற்றங்கள் மற்றும் மண் அரிப்பு மூலம் கண்டறியப்படுகிறது.
வடிவமைப்பு
ஒரு தலைக்கல்லைத் தனிப்பயனாக்க எண்ணற்ற வழிகள் உள்ளன.எபிடாஃப்கள் வேத மேற்கோள்கள் முதல் தெளிவற்ற மற்றும் நகைச்சுவையான அறிக்கைகள் வரை உள்ளன.அதனுடன் உள்ள சிலைகளை செதுக்கலாம், கல்லின் மேல் அல்லது அருகில் வைக்கலாம்.தலைக்கற்களின் அளவு மற்றும் வடிவமும் மாறுபடும்.பொதுவாக, அனைத்து கற்களும் மெஷின் மெஷின் மற்றும் செதுக்கப்பட்டவை, பின்னர் கையால் நன்றாக விவரிக்கப்படும்.
உற்பத்தி
செயல்முறை
- முதல் படி கல் வகை (பொதுவாக பளிங்கு அல்லது கிரானைட்) மற்றும் நிறத்தை தேர்வு செய்ய வேண்டும்.கிரானைட் தொகுதி பின்னர் பாறையில் இருந்து வெட்டப்படுகிறது.இதைச் செய்ய மூன்று வழிகள் உள்ளன.முதல் முறை துளையிடுதல்.இந்த முறையானது கிரானைட்டில் 1 அங்குலம் (2.54 செமீ) மற்றும் 20 அடி (6.1 மீ) ஆழத்தில் செங்குத்து துளைகளை துளைக்கும் ஒரு நியூமேடிக் டிரில்லைப் பயன்படுத்துகிறது.குவாரிக்காரர்கள் பின்னர் 4 அங்குலம் (10.1 செமீ) நீளமுள்ள எஃகுத் துணுக்குகளைப் பயன்படுத்தி, பாறையின் மையப் பகுதியில் எஃகுப் பற்கள் உள்ளன.
ஜெட் துளையிடுதல் துளையிடுவதை விட மிக வேகமாக உள்ளது, சுமார் ஏழு மடங்கு.இந்த முறையில், ஒரு மணி நேரத்தில் 16 அடி (4.9 மீ) குவாரி செய்யலாம்.இந்த செயல்முறையானது 2,800°F (1,537.8°C) சுடர் வடிவில் அழுத்தப்பட்ட ஹைட்ரோகார்பன் எரிபொருள் மற்றும் காற்றின் கலவையை வெளியேற்றுவதற்கு வெற்று எஃகு தண்டு கொண்ட ராக்கெட் மோட்டாரைப் பயன்படுத்துகிறது.இந்தச் சுடர் ஒலியை விட ஐந்து மடங்கு வேகமானது மற்றும் கிரானைட்டில் 4 அங்குலம் (10.2 செமீ) வெட்டுகிறது.
மூன்றாவது வழி மிகவும் திறமையான முறையாகும், அமைதியானது மற்றும் கிட்டத்தட்ட எந்த கழிவுகளையும் உற்பத்தி செய்யாது.நீர் ஜெட் துளையிடுதல் கிரானைட்டை வெட்டுவதற்கு நீர் அழுத்தத்தைப் பயன்படுத்துகிறது.நீர் ஜெட் துளையிடுதலில் இரண்டு அமைப்புகள் உள்ளன, குறைந்த அழுத்தம் மற்றும் உயர் அழுத்தம்.இரண்டும் இரண்டு நீரோடைகளை வெளியிடுகின்றன, ஆனால் குறைந்த அழுத்த அமைப்பு நீரோடைகள் 1,400-1,800 psiக்கு கீழ் உள்ளன, மேலும் உயர் அழுத்த நீரோடைகள் 40,000 psiக்கு கீழ் உள்ளன.ஜெட் விமானங்களில் இருந்து வரும் நீர் மீண்டும் பயன்படுத்தப்படுகிறது, மேலும் இந்த முறை தவறுகள் மற்றும் வீணான பொருட்களை குறைக்கிறது.
- அடுத்த கட்டமாக குவாரி படுக்கையில் இருந்து தடுப்பை அகற்ற வேண்டும்.தொழிலாளர்கள் 1.5-1.88 அங்குலம் (3.81-4.78 செ.மீ.) எஃகுத் துணுக்குகளைக் கொண்ட பெரிய நியூமேடிக் பயிற்சிகளை எடுத்து, கார்பைடு மற்றும் கிடைமட்டமாக கிரானைட் பிளாக்கில் துளையிடுகின்றனர்.பின்னர் அவர்கள் துளைகளுக்குள் காகிதத்தால் மூடப்பட்ட வெடிகுண்டு கட்டணங்களை வைக்கிறார்கள்.கட்டணங்கள் அமைக்கப்பட்டவுடன், தொகுதி பாறையின் மற்ற பகுதிகளிலிருந்து ஒரு சுத்தமான இடைவெளியை உருவாக்குகிறது.
- கிரானைட் தொகுதிகள் பொதுவாக சுமார் 3 அடி (0.9 மீ) அகலம், 3 அடி (0.9 மீ) உயரம் மற்றும் 10 அடி (3 மீ) நீளம், சுமார் 20,250 எல்பி (9,185 கிலோ) எடையுடையதாக இருக்கும்.தொழிலாளர்கள் தொகுதியைச் சுற்றி ஒரு கேபிளைச் சுற்றி அல்லது இரு முனைகளிலும் கொக்கிகளைத் துளைத்து, கொக்கிகளுடன் கேபிளை இணைக்கவும்.இரண்டு வழிகளிலும் கேபிள் ஒரு பெரிய டெரிக் உடன் இணைக்கப்பட்டுள்ளது, அது கிரானைட் பிளாக்கை மேலே உயர்த்துகிறது மற்றும் ஒரு பிளாட்பெட் டிரக்கில் அதை ஹெட்ஸ்டோன் உற்பத்தியாளருக்கு கொண்டு செல்கிறது.குவாரிகள் சுயாதீனமாக சொந்தமானவை மற்றும் உற்பத்தியாளர்களுக்கு கிரானைட்டை விற்கின்றன, ஆனால் குவாரிகளை வைத்திருக்கும் சில பெரிய நிறுவனங்கள் உள்ளன.
- உற்பத்தி வீட்டிற்கு வந்த பிறகு, கிரானைட் அடுக்குகள் ஒரு கன்வேயர் பெல்ட்டில் இறக்கப்படுகின்றன, அங்கு அவை சிறிய அடுக்குகளாக வெட்டப்படுகின்றன.அடுக்குகள் பொதுவாக 6, 8, 10 அல்லது 12 அங்குலம் (முறையே 15.2, 20.3, 25 மற்றும் 30.4 செ.மீ) தடிமனாக இருக்கும்.இந்த படி ஒரு ரோட்டரி வைர ரம்பம் மூலம் செய்யப்படுகிறது.5 அடி (1.5 மீ) அல்லது 11.6 அடி (3.54 மீ) திட எஃகு வைர கத்தி பொருத்தப்பட்டிருக்கும்.கத்தி பொதுவாக 140-160 தொழில்துறை வைரப் பகுதிகளைக் கொண்டுள்ளது மற்றும் சராசரியாக 23-25 அடிகளை வெட்டும் திறன் கொண்டது.2(2.1-2.3 மீ2) ஒரு மணி நேரம்.
- வெட்டப்பட்ட அடுக்குகள் வெவ்வேறு எண்ணிக்கையிலான சுழலும் தலைகளின் கீழ் அனுப்பப்படுகின்றன (பொதுவாக எட்டு முதல் 13 வரை) வெவ்வேறு நிலைகள் அமைக்கப்பட்டிருக்கும்.
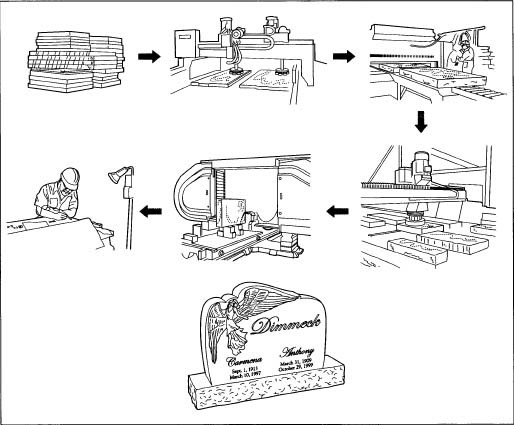
ஒரு தலைக்கல்லின் உற்பத்தி.
மிகவும் சிராய்ப்பு முதல் குறைந்தது வரை.முதல் சில தலைகளில் கடுமையான வைரக் கட்டம் உள்ளது, நடுத்தரத் தலைகள் சாணப்படுத்துவதற்காகவும், கடைசி சில தலைகளில் ஃபீல்ட் பஃபர் பேட்கள் பொருத்தப்பட்டிருக்கும்.இந்த பட்டைகளில் தண்ணீர் மற்றும் அலுமினியம் அல்லது டின் ஆக்சைடு தூள் ஆகியவை கல்லை மென்மையாகவும், பளபளப்பாகவும் மாற்றும்.
- மெருகூட்டப்பட்ட ஸ்லாப் பின்னர் கன்வேயர் பெல்ட்டுடன் ஹைட்ராலிக் பிரேக்கருக்கு நகர்த்தப்படுகிறது.பிரேக்கரில் கார்பைடு பற்கள் பொருத்தப்பட்டுள்ளன, இது கிரானைட் ஸ்லாப்பில் 5,000 psi ஹைட்ராலிக் அழுத்தத்தை செலுத்துகிறது, இது கல்லின் வழியாக செங்குத்தாக வெட்டுகிறது.
- வெட்டப்பட்ட கல் பின்னர் பொருத்தமான வடிவத்தில் வடிவமைக்கப்பட்டுள்ளது.இது ஒரு உளி மற்றும் சுத்தியலால் கையால் செய்யப்படுகிறது, அல்லது இன்னும் துல்லியமாக பல-பிளேடு வைர ரம்பம் மூலம் செய்யப்படுகிறது.இந்த இயந்திரம் 30 கத்திகள் வரை வைத்திருக்கும் வகையில் அமைக்கப்படலாம், ஆனால் பொதுவாக எட்டு அல்லது ஒன்பது கத்திகள் மட்டுமே ஏற்றப்படும்.ஒன்பது கத்திகள் பொருத்தப்பட்ட இந்த மல்டி-பிளேடட் டைமண்ட் ரம்பம் 27 அடி வெட்டக்கூடியது2(2.5 மீ2) ஒரு மணி நேரம்.
- கல்லின் மேற்பரப்புகள் மீண்டும் மெருகூட்டப்படுகின்றன.அதிக தானியங்கி செயல்பாட்டில், ஒரே நேரத்தில் 64 துண்டுகளை மெருகூட்டலாம்.
- செங்குத்து விளிம்புகள் மேற்பரப்பு பாலிஷரைப் போலவே தானியங்கி மெருகூட்டல் இயந்திரத்தால் மெருகூட்டப்படுகின்றன.இந்த இயந்திரம் கடுமையான கிரிட் தலையைத் தேர்ந்தெடுத்து கல்லின் செங்குத்து விளிம்புகளில் வேலை செய்கிறது.இயந்திரம் பின்னர் விளிம்புகள் மென்மையாக இருக்கும் வரை மற்ற கட்டங்கள் வழியாக அதன் வழியில் செயல்படுகிறது.
- இரண்டு வைர அரைக்கும் டிரம்களைப் பயன்படுத்தி ரேடியல் விளிம்புகள் ஒரே நேரத்தில் தரையில் மற்றும் மெருகூட்டப்படுகின்றன.ஒன்றில் கடுமையான கிரிட் வைரம் உள்ளது, இரண்டாவதாக நுணுக்கமான கட்டம் உள்ளது.கல்லின் ரேடியல் விளிம்புகள் பின்னர் மெருகூட்டப்படுகின்றன.
- சிக்கலான கல் வடிவங்கள் தேவைப்பட்டால், பளபளப்பான கல் வைர கம்பிக்கு மாற்றப்படும்.ஆபரேட்டர் மரக்கட்டையை சரிசெய்து செயல்முறையைத் தொடங்குகிறார், இது கணினி மென்பொருளைப் பயன்படுத்தி வடிவங்களை ஹெட்ஸ்டோனில் பொறிக்கிறது.எந்த நேர்த்தியான பொறித்தல் அல்லது விவரம் கையால் முடிக்கப்படுகிறது.
- தலையங்கம் முடிக்க தயாராக உள்ளது.ராக் பிட்ச்சிங் என்பது கல்லின் வெளிப்புற விளிம்புகளை கையால் உளித்து, மேலும் வரையறுக்கப்பட்ட, தனிப்பட்ட வடிவத்தை அளிக்கிறது.
- இப்போது தலைக்கல்லானது O மெருகூட்டப்பட்டு வடிவமாகிவிட்டதால், வேலைப்பாடுகளுக்கான நேரம் இது.மணல் வெட்டுதல் பொதுவாக பயன்படுத்தப்படுகிறது.தலைக்கல்லில் ஒரு திரவ பசை பயன்படுத்தப்படுகிறது.ஒரு ரப்பர் ஸ்டென்சில் பசை மீது பயன்படுத்தப்படுகிறது, பின்னர் வடிவமைப்பின் கார்பன்-ஆதார அமைப்புடன் மூடப்பட்டிருக்கும்.கார்பன் வரைவாளர் தயாரித்த வடிவமைப்பை ரப்பர் ஸ்டென்சிலுக்கு மாற்றுகிறது.தொழிலாளி பின்னர் கல் மீது தேவையான எழுத்துக்கள் மற்றும் வடிவமைப்பு அம்சங்களை வெட்டி, மணல் அள்ளுவதற்கு அவற்றை வெளிப்படுத்துகிறார்.மணல் வெட்டுதல் கைமுறையாக அல்லது தானியங்கி முறையில் செய்யப்படுகிறது.செயல்பாட்டின் ஆபத்துகள் காரணமாக எந்த முறையும் மூடப்பட்ட பகுதியில் செய்யப்படுகிறது.தொழிலாளி கல்லில் இருந்து பிரதிபலிக்கும் தானியங்களிலிருந்து பாதுகாக்கப்படுவதற்கு முற்றிலும் மூடப்பட்டிருக்கும்.கோர்ஸ் கட்டிங் சிராய்ப்பு 100 psi விசையில் செலுத்தப்படுகிறது.தூசி சேகரிப்பாளர்கள் மீண்டும் பயன்படுத்துவதற்காக தூசியை சேகரித்து சேமிக்கின்றனர்.
- எஞ்சியிருக்கும் ஸ்டென்சில் அல்லது பசையை அகற்ற, உயர் அழுத்த நீராவி மூலம் கல் தெளிக்கப்படுகிறது.இது மீண்டும் பளபளப்பான மற்றும் நெருக்கமாக பரிசோதிக்கப்படுகிறது, பின்னர் பூச்சு பாதுகாக்க செலோபேன் அல்லது கனமான காகிதத்தில் தொகுக்கப்பட்டது.தொகுப்பு பெட்டிகளில் வைக்கப்பட்டு வாடிக்கையாளர் அல்லது இறுதிச் சடங்கு இயக்குனருக்கு அனுப்பப்படுகிறது.
தர கட்டுப்பாடு
உற்பத்தி செயல்முறை முழுவதும் தரக் கட்டுப்பாடு வலுவாக செயல்படுத்தப்படுகிறது.கரடுமுரடான கிரானைட்டின் ஒவ்வொரு அடுக்கும் வண்ண நிலைத்தன்மைக்காக சரிபார்க்கப்படுகிறது.ஒவ்வொரு மெருகூட்டல் படிக்குப் பிறகு, தலைக் கல் குறைபாடுகளுக்கு ஆய்வு செய்யப்படுகிறது.ஒரு சிப் அல்லது கீறலின் முதல் அறிகுறியில், கல் வரியிலிருந்து எடுக்கப்படுகிறது.
துணை பொருட்கள்/கழிவுகள்
குவாரியில் பயன்படுத்தப்படும் வெட்டும் செயல்முறையைப் பொறுத்து, கழிவுகள் மாறுபடும்.துளையிடுதல் என்பது குவாரியின் மிகக் குறைந்த துல்லியமான முறையாகும், இதனால் அதிக கழிவுகள் உற்பத்தி செய்யப்படுகின்றன.வாட்டர் ஜெட் முறையானது குறைந்த அளவு ஒலி மாசு மற்றும் தூசியை உருவாக்குகிறது.இது மற்ற செயல்முறைகளை விட அதிக எரிபொருள் திறன் கொண்டது, மேலும் தண்ணீரை மறுசுழற்சி செய்ய உதவுகிறது.மணல் துகள்கள் சேகரிக்கப்பட்டு மீண்டும் பயன்படுத்தப்படுவதால் மணல் அள்ளுவதில் சிறிய கழிவுகளும் உள்ளன.உற்பத்தியில் இருந்து ஏதேனும் குறைபாடுள்ள கிரானைட் கற்கள் பொதுவாக மற்ற உற்பத்தி நிறுவனங்களுக்கு விற்கப்படுகின்றன அல்லது வெளிநாடுகளுக்கு ஏற்றுமதி செய்யப்படுகின்றன.மற்ற தரமற்ற கற்கள் அப்புறப்படுத்தப்படுகின்றன.
எதிர்காலம்
தலைக்கற்களில் வடிவமைப்புகளை பொறிக்க புதுமையான மென்பொருளைப் பயன்படுத்தும் பல புதிய நுட்பங்கள் உள்ளன.லேசர் எச்சிங் என்பது வரவிருக்கும் வளர்ச்சியாகும், இது லேசர் கற்றையைப் பயன்படுத்தி படங்கள் மற்றும் மிகவும் சிக்கலான வடிவமைப்புகளை ஹெட் ஸ்டோனில் வைக்க அனுமதிக்கிறது.லேசரின் வெப்பம் கிரானைட்டின் மேற்பரப்பில் உள்ள படிகங்களைத் தூண்டுகிறது, இதன் விளைவாக உயர்ந்த, வெளிர் நிற பொறிப்பு ஏற்படுகிறது.
கிரானைட் சரிவை எதிர்காலத்தில் எதிர்பார்க்க முடியாது.குவாரிகள் வெட்டப்படுவதால், புதிய வளங்கள் உருவாகின்றன.ஒரே நேரத்தில் ஏற்றுமதி செய்யக்கூடிய கிரானைட் அளவைக் கட்டுப்படுத்தும் பல விதிமுறைகள் உள்ளன.இறந்தவர்களை அகற்றுவதற்கான மாற்று முறைகளும் தலைக்கற்களின் உற்பத்தியைக் கட்டுப்படுத்தும் காரணிகளாகும்.
இடுகை நேரம்: ஜன-05-2021